

 اللغة
اللغة English
English 中文简体
中文简体 русский
русский Français
Français Español
Español Português
Portuguêsمحتوى
- 1 لماذا يفشل وضع العلامات اليدوية على ملفات الكابلات على نطاق واسع
- 2 ما هي وحدة تغذية تسمية الكابل
- 3 كيف تعمل آلات وضع العلامات على الكابلات الأوتوماتيكية على خط التجميع
- 4 وضع العلامات على ملف الكابل: المعلمات التقنية المهمة
- 5 الفوائد الرئيسية لأتمتة عملية وضع العلامات على ملفات الكابلات
- 6 التكامل مع خط إنتاج الكابلات الأوسع
في خط إنتاج الكابلات الذي يعمل بكامل طاقته، يمكن لمحطة وضع العلامات الواحدة التي يعمل بها مشغل واحد أن تصبح عنق الزجاجة الذي يحد من الإنتاجية عبر تسلسل التغليف بأكمله. إن وضع العلامات اليدوية على ملفات الكابلات بطيء وغير متسق، و- عندما يكون المشغل مرهقًا أو مشتتًا - يكون عرضة للمواضع الملتوية والملفات المفقودة وفقاقيع الملصقات التي تفرض إعادة العمل. بالنسبة لمصنعي الكابلات الذين يقومون بتوسيع حجم الإنتاج، فإن التخلص من الملصقات اليدوية ليس من تفضيلات الجودة. وهو من متطلبات هندسة الإنتاج.
ويغطي هذا الدليل التقنيات الثلاث التي تشكل محور هذه الأتمتة: آلة وضع العلامات على الكابلات الأوتوماتيكية ، ال وحدة تغذية تسمية الكابل ، وسير العمل المحدد ل وضع العلامات على لفائف الكابل على خط تجميع متكامل.
لماذا يفشل وضع العلامات اليدوية على ملفات الكابلات على نطاق واسع
تصبح المشاكل المتعلقة بوضع العلامات اليدوية على ملفات الكابلات قابلة للقياس بمجرد وصول حجم الإنتاج إلى النقطة التي تحدد فيها سرعة وضع العلامات، وليس سرعة اللف، معدل إخراج الخط.
موضع غير متناسق. تعتمد العلامة ذاتية اللصق التي يتم تطبيقها يدويًا على الوجه الجانبي للملف بشكل كامل على انتباه المشغل وزاوية قبضته. يختلف موضع الملصق بالسنتيمتر بين الملفات. في المنتج النهائي المخصص للعرض بالتجزئة أو المسح الضوئي الآلي، يعني الوضع غير المتسق أن الرموز الشريطية تفشل في المسح بشكل موثوق، ويتم تقويض المظهر الاحترافي الذي يعكس جودة المنتج في المرحلة النهائية من الإنتاج.
الاعتماد على العمالة وتراكم التكاليف. يمثل مشغلو وضع العلامات المخصصون تكلفة عمالة ثابتة تتزايد خطيًا مع حجم الإنتاج. عند معدلات إخراج تزيد عن 300-500 ملف لكل نوبة عمل، تتطلب محطة وضع العلامات الفردية عادةً مشغلًا واحدًا بدوام كامل يكون إنتاجه الوحيد هو وضع الملصق - وهي وظيفة لا تولد أي قيمة مضافة تتجاوز ما يمكن أن يقدمه جهاز آلي بجزء صغير من تكلفة الوحدة.
مخاطر الاختناق في الخطوط المتكاملة. عندما تكون عمليات اللف والتغليف ووضع العلامات عبارة عن عمليات متتالية على خط مستمر، تحدد أبطأ محطة معدل الإخراج للنظام بأكمله. يحد وضع العلامات اليدوية من الإنتاجية باستمرار لأن سرعة التطبيق البشري غير متزامنة مع سرعة لف الماكينة. والنتيجة هي إما تراكم المخزن المؤقت قبل محطة وضع العلامات أو تباطؤ الخط المتعمد لتتناسب مع وتيرة المشغل - وكلاهما يقلل من الإنتاج الفعال للمعدات الرأسمالية مع تكلفة أعلى بكثير لكل وحدة من خطوة وضع العلامات نفسها.
ما هي وحدة تغذية تسمية الكابل
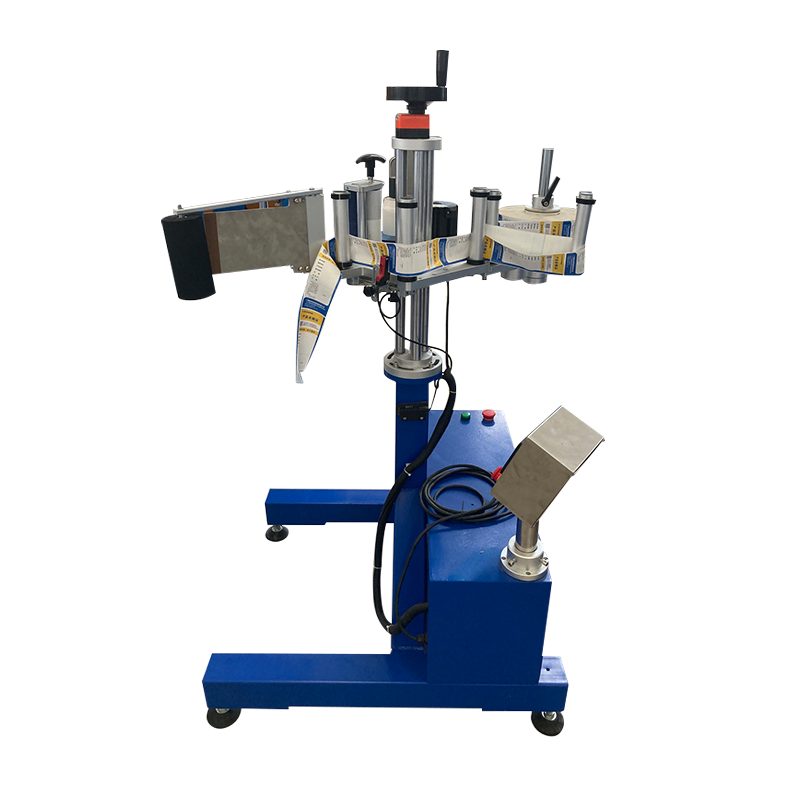
وحدة تغذية ملصقات الكابلات عبارة عن جهاز آلي مخصص يوزع الملصقات ذاتية اللصق المعدة مسبقًا ويطبقها على الوجه الجانبي لملف الكابل أثناء مروره عبر محطة وضع العلامات على خط التجميع. يقوم الجهاز بفهرسة الملصقات من اللفة، وتقشير البطانة الخلفية، وتطبيق كل ملصق في موضع محدد على الملف مع توجيه وضغط ثابتين - دون تدخل المشغل.
إن الاختلاف الرئيسي بين وحدة تغذية ملصقات الكابلات وآلة وضع العلامات على الأسلاك للأغراض العامة هو هدف التطبيق. تم تصميم آلات وضع العلامات على الأسلاك العامة لتغليف الملصقات حول السطح الأسطواني للأسلاك الفردية - فهي تطبق الملصق طوليًا على طول السلك. على النقيض من ذلك، تقوم وحدة تغذية ملصقات الكابلات بتطبيق التسميات على وجه جانبي مسطح للملف النهائي - السطح المرئي عندما يكون الملف في وضع مستقيم أو معروض على الرف. هذا هو متطلبات وضع العلامات الخاصة بإنتاج ملفات الكابلات المعبأة، ويتطلب هندسة تغذية مختلفة، وزاوية عرض مختلفة للملصق، ودقة موضعية مختلفة بالنسبة لحافة الملف.
يسجيت وحدة تغذية ملصقات الكابلات لوضع العلامات على ملفات خط التجميع تم تصميمه خصيصًا لهذا التطبيق: يتم تغذية الملصقات ذاتية اللصق المعدة مسبقًا تلقائيًا وتطبيقها على جانب الملف على خط التجميع المتحرك، دون الحاجة إلى تشغيل يدوي في محطة وضع العلامات.
كيف تعمل آلات وضع العلامات على الكابلات الأوتوماتيكية على خط التجميع
تعمل آلة وضع العلامات الأوتوماتيكية على الكابلات المدمجة في خط تعبئة اللفائف كمحطة متزامنة ضمن تسلسل الخط الشامل. يوضح فهم منطق التكامل كلاً من ما يمكن للآلة القيام به وما هي الظروف الأولية والنهائية التي تتطلبها لتعمل بشكل صحيح.
آلية تغذية وتقشير لفة الملصقات. تحتوي الآلة على لفة من الملصقات ذاتية اللصق المطبوعة مسبقًا على عمود دوران. تعمل آلية التغذية التي تعمل بمحرك متدرج على تطوير شريط الملصق بمعدل يتم التحكم فيه. عند نقطة التقشير، تنحني البطانة الخلفية بشكل حاد حول حافة اللوحة، مما يؤدي إلى انفصال الملصق عن البطانة وتقديم نفسه وجهًا للأعلى للتطبيق. يتم بعد ذلك إعادة لف البطانة على بكرة رفع، مما يحافظ على منطقة العمل خالية من النفايات.
كشف الملف والزناد. يقوم المستشعر - وهو عادةً مفتاح كهروضوئي يتم وضعه عند مدخل محطة وضع العلامات - باكتشاف وصول كل ملف على الناقل. تؤدي إشارة الكشف إلى تشغيل دورة توزيع الملصق: يتم تقديم الملصق إلى موضع التطبيق ويتم ضغطه على الوجه الجانبي للملف في اللحظة التي يصل فيها الملف إلى نقطة وضع الملصق المحددة. توقيت الزناد قابل للتعديل ليتزامن مع سرعة الناقل، مما يضمن وضع الملصق المتسق بغض النظر عن الاختلاف البسيط في سرعة الناقل.
ضغط التطبيق والمطابقة. يتم تطبيق الملصق بواسطة وسادة أو بكرة تضغط عليه بشكل موحد على وجه الملف. حتى ضغط التلامس عبر منطقة الملصق بالكامل يعد أمرًا بالغ الأهمية لمنع رفع الحافة، وفقاعات الهواء، والالتصاق الجزئي - جميع العيوب الشائعة في التطبيق اليدوي. يعد ضغط التطبيق المتسق أحد مزايا الجودة الأساسية لتغذية الملصقات الآلية عبر التطبيق اليدوي.
الإقامة على طول الملصق. تتطلب منتجات الكابلات المختلفة تنسيقات ملصقات مختلفة - ملصقات الرمز الشريطي، ملصقات معلومات المنتج، ملصقات تحذير السلامة - والتي تختلف في الطول المطبوع. تستوعب آلة وضع العلامات الأوتوماتيكية المحددة بشكل صحيح نطاقًا محددًا لطول الملصق دون تعديل ميكانيكي لكل تنسيق. يحدد نطاق طول الملصق مزيج منتجات الكابلات التي يمكن للآلة تقديمها دون تغيير الأدوات.
وضع العلامات على ملف الكابل: المعلمات التقنية المهمة
يتطلب تحديد آلة وضع العلامات التلقائية على الكابلات للتطبيق على جانب الملف تقييم المعلمات الخاصة بمهمة وضع العلامات على الملف والتي تختلف عن المعلمات ذات الصلة بتطبيقات وضع العلامات على الأسلاك المضمنة.
| المعلمة | المواصفات (وحدة تغذية الملصقات الخاصة بكابل Yessjet) | لماذا يهم؟ |
|---|---|---|
| دقة وضع العلامات | ± 1 مم | يحدد موثوقية مسح الباركود والاتساق البصري على المنتج النهائي |
| نطاق طول التسمية | 50 ملم - 160 ملم | يجب أن يستوعب جميع تنسيقات الملصقات في مزيج المنتج دون تغيير الأدوات |
| تصنيف القوة | 150 واط (220 فولت، 60 هرتز) | انخفاض استهلاك الطاقة. متوافق مع إمدادات الطاقة الكهربائية لأرضية الإنتاج القياسية |
| بصمة الآلة | 1100 × 870 × 2000 ملم | تتلاءم المساحة المدمجة مع تخطيطات الخطوط الحالية دون إجراء مراجعة كبيرة لمخطط الأرضية |
| وزن الآلة | 80 كجم | يمكن التحكم فيها للتثبيت وإعادة التموضع داخل منطقة الإنتاج |
| وضع التشغيل | أوتوماتيكية بالكامل، لا يوجد تشغيل يدوي | يلغي مشغل وضع العلامات المخصص؛ يتيح التشغيل المستمر غير المراقب |
تستحق مواصفات الدقة الموضعية ± 1 مم اهتمامًا خاصًا. بالنسبة للملفات التي تحمل الرموز الشريطية المطبوعة، تؤثر دقة وضع الملصق بشكل مباشر على معدلات المسح للقراءة الأولى عند نقاط التفتيش النهائية وعند استلام العملاء. يمكن أن يتسبب وضع الملصق في غير موضعه بما يزيد عن 2-3 مم من الموضع المتوقع على وجه الملف في حدوث فشل في محاذاة الماسح الضوئي في أنظمة الاستقبال الآلية، مما يؤدي إلى التدخل اليدوي في مرحلة سلسلة التوريد على وجه التحديد حيث توفر الأتمتة أكبر قيمة.
للحصول على عرض كامل لمجموعة المعدات الملحقة التي تدعم سير عمل إنتاج الكابلات، راجع المجموعة الكاملة من معدات ملحقات إنتاج الكابلات السلكية تغطي حلول التخزين، ووضع العلامات، والتحكم في التوتر، والنقل، واللف.
الفوائد الرئيسية لأتمتة عملية وضع العلامات على ملفات الكابلات
تعتمد حالة آلات وضع العلامات على الكابلات الأوتوماتيكية في إنتاج الملفات على نتائج قابلة للقياس عبر أربعة أبعاد: العمالة، والجودة، والسرعة، وإمكانية التتبع.
تخفيض تكلفة العمالة. تؤدي إزالة مشغل وضع العلامات المخصص من الخط إلى التخلص من تكلفة العمالة المتكررة لكل نوبة عمل. تشير بيانات الصناعة المتعلقة بأتمتة وضع العلامات إلى أن الشركات التي تقوم بأتمتة محطات وضع العلامات يمكنها تقليل الارتباط تكاليف العمالة على خطوط وضع العلامات بنسبة تصل إلى 30% . بالنسبة لإنتاج الكابلات بكميات كبيرة والذي يتم تشغيله في نوبات عمل متعددة، يؤدي ذلك إلى تحقيق وفورات سنوية كبيرة مقابل التكلفة الرأسمالية للجهاز الآلي.
جودة متسقة في كل ملف. يعمل التطبيق الآلي على التخلص من التباين الناتج عن إجهاد المشغل وتغييرات التحول والاختلافات التقنية الفردية. يتلقى كل ملف الملصق في نفس الموضع، مع نفس ضغط التطبيق، بغض النظر عن حجم الإنتاج أو وقت التحول. هذا الاتساق مهم لكل من مظهر المنتج النهائي وموثوقية مسح الباركود النهائي.
مزامنة سرعة الخط. تعمل وحدة تغذية ملصقات الكابلات بسرعة يحددها معدل الناقل لخط الإنتاج، وليس من خلال القدرة المادية للمشغل البشري. يؤدي هذا إلى إزالة العلامات باعتبارها عنق الزجاجة الذي يحد من الإنتاجية ويسمح باستخدام سعة الإخراج الكاملة لمعدات اللف والتغليف الأولية دون اختناق المعدل في محطة وضع العلامات.
دعم التتبع وتحديد الهوية. تحمل الملصقات المتسقة والمطبقة آليًا الرمز الشريطي أو رمز الاستجابة السريعة أو بيانات الترقيم التسلسلي التي تتيح إمكانية تتبع المنتج من خط التعبئة والتغليف حتى التوزيع إلى العميل النهائي. بالنسبة لمصنعي الكابلات الذين يقومون بالتوريد لعملاء البنية التحتية الصناعية أو الإنشائية أو البيانات حيث يكون تعريف الكابل أحد متطلبات مواصفات المشروع، توفر الملصقات المطبقة آليًا اتساق الملصقات الذي لا يمكن للتطبيق اليدوي تقديمه بشكل موثوق في حجم الإنتاج.
التكامل مع خط إنتاج الكابلات الأوسع
توفر وحدة تغذية ملصقات الكابلات قيمتها الكاملة عند دمجها كمحطة واحدة ضمن تسلسل تعبئة تلقائي كامل بدلاً من تشغيلها كجهاز مستقل. تم تصميم تسلسل خط تعبئة الملفات النموذجي - اللف، والربط أو التغليف، ووضع العلامات، والنقل إلى منصات التحميل - للتدفق بشكل مستمر، حيث تقوم كل محطة بتمرير المنتج المكتمل إلى التالي دون معالجة يدوية بين المراحل.
في هذا التسلسل، تقع محطة وضع العلامات بين معدات تعبئة اللفائف وناقل التغذية. يصل الملف ملفوفًا ومقيدًا، ويمر عبر محطة تغذية الملصقات حيث يتم تطبيق الملصق الجانبي تلقائيًا، وينتقل إلى الناقل للتجميع أو التحميل على منصات نقالة. يتم تشغيل التسلسل بأكمله بدءًا من تشكيل الملف وحتى المنتج النهائي المسمى دون تدخل المشغل في أي محطة.
يسجيت معدات اللف والتغليف الأوتوماتيكية بالكامل تم تصميمه مع أخذ هذا التكامل في الاعتبار. تنتج آلات اللف والتغليف والتجليد في مجموعة المنتجات ملفات نهائية بالأبعاد والاتساق المطلوب لتطبيق الملصقات التلقائي الموثوق به - تعد الملفات ذات القطر الموحد وهندسة الوجه المسطحة شرطًا أساسيًا لوضع الملصقات المتسقة بقياس ± 1 مم. عندما يتم الحصول على وحدة تغذية الملصقات جنبًا إلى جنب مع معدات اللف والتعبئة من نفس الشركة المصنعة، يتم تنسيق مواصفات الواجهة وارتفاعات الناقل وهندسة توصيل الملف حسب التصميم بدلاً من طلب عمل تكامل مخصص في الموقع.
بالنسبة لمصنعي الكابلات الذين يخططون أو يقومون بتحديث خطوط الإنتاج الكاملة - بدءًا من البثق وحتى اللف والتعبئة والتغليف ووضع العلامات على المنصات النقالة - فإن Yessjet's حلول متكاملة لإنتاج الكابلات تغطية التسلسل الكامل للمعدات مع التصميم المنسق ودعم التركيب وخدمات التشغيل لضمان أن كل محطة في الخط تعمل كنظام متكامل من اليوم الأول.

")








